dcgylxhzyl
设备组成、材质及特点
1、进料装置
采用溜槽进料,材质:耐磨钢,进料直接输入到筒体之内。(可根据生产工艺选择)
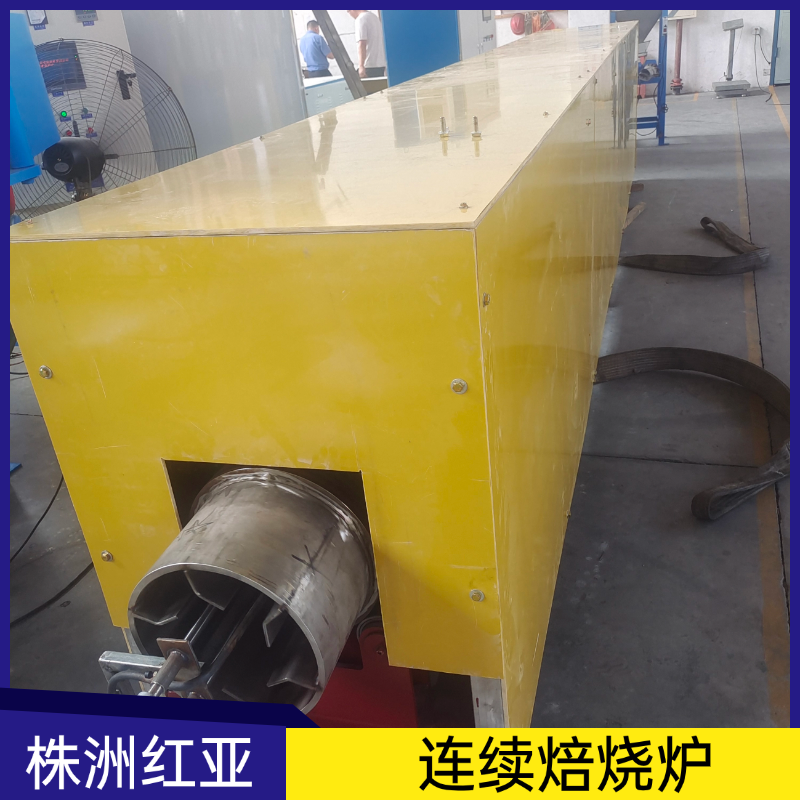
2、筒体
筒体材质(可根据加热温度及工艺选择),在工厂单节筒体卷制后,再相互对接、矫正、焊接成整体的筒体。
筒体转速:0.5~5转/分钟,变频调速。
采用电磁感应加热筒体,筒体由传统电加热的辐射被动吸热变主动自发热。
筒体内布置一定数量的抄料板。
3、电磁加热装置
①工作温度:80-1200℃,(可根据生产工艺选择)
②加热温区:炉体加热段可分为多外独立控温区,保证物料得到较好的逐级预热效果。
4、转动装置
筒体转动采用齿轮传动,由变频电机、减速机、小齿轮、大齿轮、齿轮罩等组成。驱动装置使用变频调速,小齿轮采用优质合金钢42CrMo锻造、大齿轮采用ZG310-570制造。通过变频器调整电机的输出转速,转速0.5~5转/分钟可调,从而起到调整筒体转速的目的。
5、挡托轮装置
挡托轮装置由托辊座、托辊、调心滚子轴承、挡轮、底座等构成。底座使用型钢整体焊接而成,具有较高的承载力和整体性,筒体采用两组托轮支撑,降低筒体受热弯曲变形的机率,提高筒体的使用寿命。在进料端托轮组位置还配有轴向挡轮,防止筒体向下窜动。
6、密封装置
①筒体表面采用硅酸铝棉进行包裹保温。
②筒体头尾密封罩与筒体间密封:采用不锈钢鱼鳞片密封。
7、电控系统
控制柜分为温控柜和PLC程序控制柜,温控柜和PLC程序控制柜安装在同位置。系统设计远程,就地2种控制模式:调试与检修时,使用就地模式,在就地控制箱上控制,设备正常运行时,使用远程模式。
PLC系统留以太网通讯接口,温控仪表带RS485通讯接口,在上位机上实现温度设置和数据监控等。
筒体驱动控制:采用变频调速控制筒体转速,筒体转动速度在0.5~5转/分钟范围内可任意调节。
筒体附近控制上设置包停开关按钮,操作面板采用触摸屏面板。